




Chasing Knife szervorendszer az építőipari automatizálási berendezésekben


Termékek bemutatása:
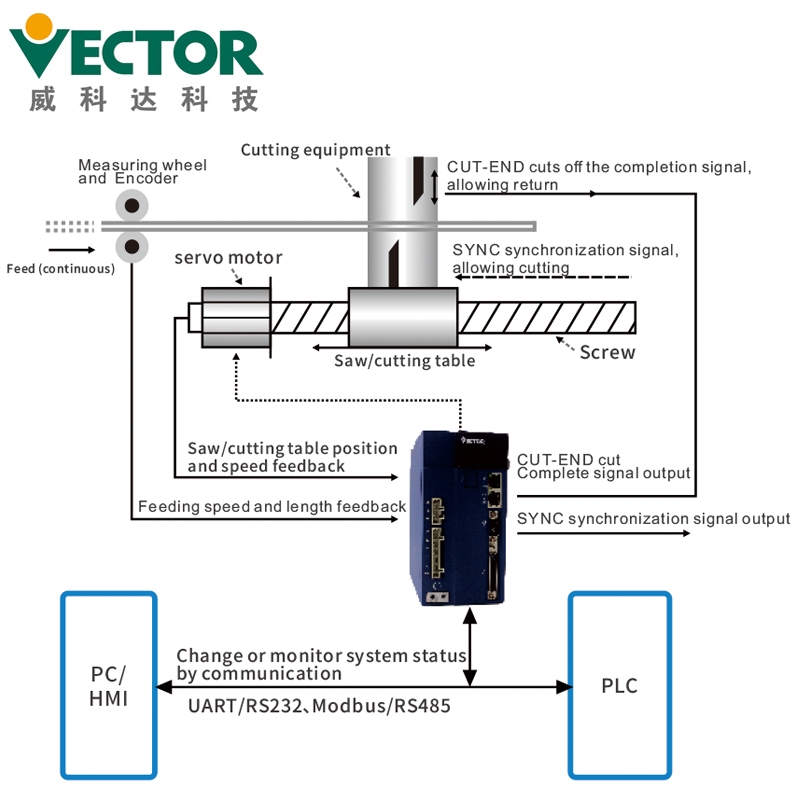
A VEC-VCF hajvágó speciális szervo automatikus hajtásvágó vezérlő funkciót tartalmaz.A feldolgozott anyag adagolási sebességével a fűrészasztal előremeneti sebessége automatikusan szabályozott.A beállított hossz elérésekor belép a szinkronizációs zónába és vágási jelet küld a feldolgozáshoz. A tárgy lefűrészelése után a vágás befejezéséről szóló jelzést adják ki, és a fűrészasztal gyorsan visszatér az origóba, hogy felkészüljön a következő vágásra.A termék alkalmas: mindenféle rúdhoz, csőhöz, extrudált profilhossz rögzítéshez, töltő/injektáló és egyéb speciális megmunkáló berendezésekhez, amelyeknek a munkadarabbal együtt kell mozogniuk.
A termékek jellemzői:
1. Automatikusan keresse meg a mechanikai origót (abszolút koordináta módszer);
2. Lépés előre és hátra, tetszőlegesen adja meg a gép origóját (relatív koordináta módszer);
3. S-görbe gyorsító funkció, amely automatikusan követi a fővezeték előtolási sebességét
és kiszámítja az előterhelést
4. Az S-görbe gyorsítás folyamatában a nyomatékkompenzáció is használható a gyors szinkronizálásra és a vágási hibák csökkentésére;
5. Négyszegmenses S görbe (előre gyorsulás/lassulás, hátramenet gyorsítás/lassulás), egyedileg beállítható;
6. A Nyomtatási jel felismerése és a vágási hossz automatikus korrigálása;
7. Adja meg a Mark-Window beállítást az írásjelek nyomtatásához a jelfelismerési képesség javítása érdekében;
8. Rendeléskezelés funkció, a Willnél négy megbízáscsoport váltható.
Termék leírás:
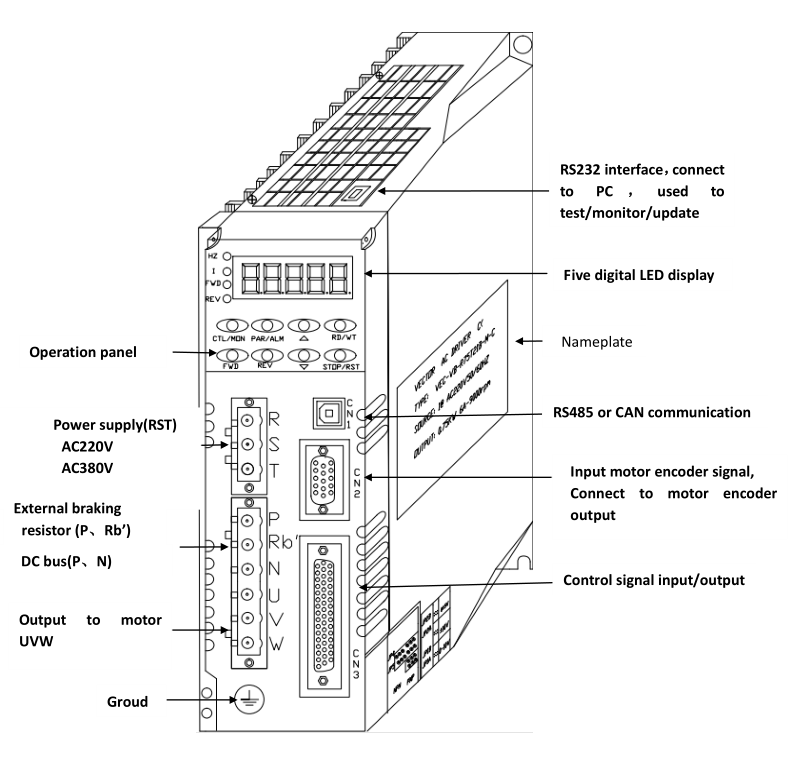




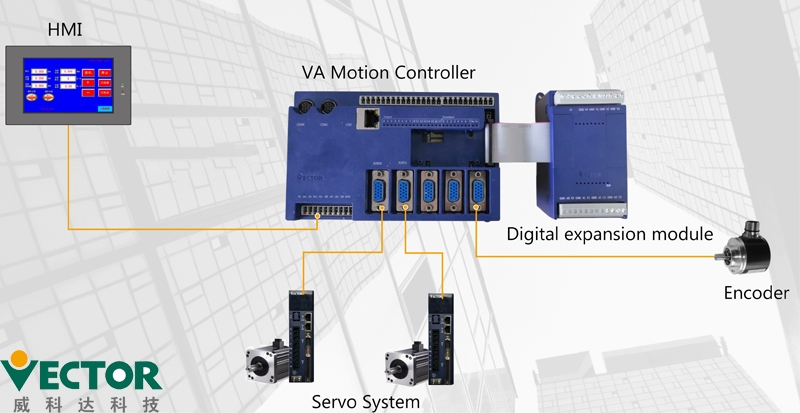
Vezérlő rész:
Mozgásvezérlő: VEC-VA-MP-005MA
IO bővítőmodul: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
Szervo meghajtó alkatrész: Vontatási szervo meghajtó: VEC-VC-022H33D-M-CA
Hajlító szervo meghajtó: VEC-VC-02733H-ME
Szervomotor alkatrész: vontatási szervomotor: 200FMB-01520E33F-MF2IA
Hajlító szervomotor: 180ME-4R415A33F-MF2K
A berendezés teljesítménye:
A karikahajlító gép VA mozgásvezérlőt alkalmaz vezérlőként, amely magas reakcióidővel és pásztázási ciklussal rendelkezik
A minimum 1 ms, a teljes feldolgozási művelet lágy, és a gépre gyakorolt hatás kisebb.A vezérlés teszi
Az előadagolás és az előhajlítás hatékonyan csökkentheti a megfelelő feldolgozási időt.Vegyünk például 200*200 kengyelt,
A tényleges mérés mindössze 3,3 másodperc alatt végezhető el, percenként több mint 18-at, a hatékonyságot pedig a PLC-verzióhoz hasonlítják – a 4 másodperces sorozat jelentősen lecsökkent.